About Cold Storage Insulated Panels
Experience the sizzling performance of our Cold Storage Insulated Panels, the paragon of efficiency and safety, praised in favorable reviews by industry experts. This new release showcases a polished design, featuring a robust 402 kg/m3 core density, fire rating of Class 1/Class O, and a towering compressive strength surpassing 0.18 N/mm2. Equipped with a tongue & groove cam lock system and eco-friendly insulation, they offer exceptional heat and sound insulation, corrosion resistance, customizable aesthetics, and rapid modular installation. Ideal for cold storage, food processing, pharma storage, and warehouses across India.
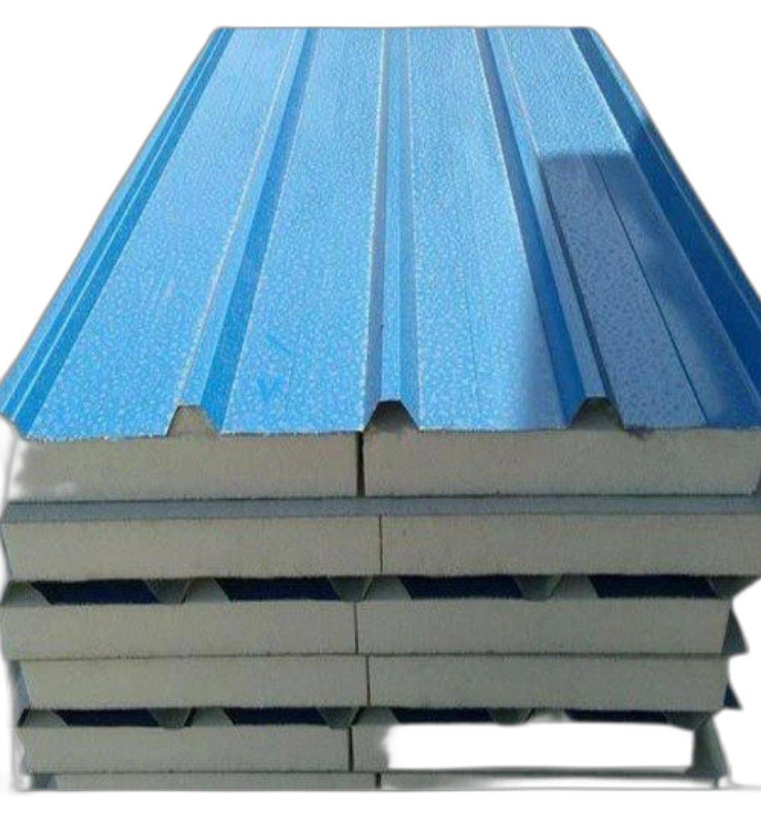
Cold Storage Insulated Panels: Special Features and Advantages
These Cold Storage Insulated Panels offer advanced features such as water absorption below 1%, customizable panels up to 10 meters in length, and excellent fire retardant properties. Their primary competitive advantages include a cam lock joint system for airtight installation, superior thermal insulation, and a sleek polished finish. Designed for quick, easy, and modular assembly, these panels are suitable for a range of industrial and commercial environments. Simply select the required thickness and color options to meet your precise project specifications.
Export Market, Supply Ability, and Sample Policy of Insulated Panels
Our Cold Storage Insulated Panels are shipped globally, commanding strong market value in regions such as the Middle East, Africa, and Southeast Asia. We offer a robust supply ability, fulfilling large-scale and customized orders with quick delivery. Clients may request samples as per our flexible sample policy before placing bulk orders. We guarantee competitive pricing, prompt support, and efficient logistics, ensuring our panels meet project timelines and export requirements.
FAQ's of Cold Storage Insulated Panels:
Q: How do the Cold Storage Insulated Panels enhance temperature control in storage facilities?
A: The panels provide excellent thermal insulation due to their dense polyurethane core and low heat transfer coefficient, maintaining stable internal temperatures from -40C to +80C regardless of external conditions.
Q: What makes the installation of these panels quick and efficient?
A: Their modular design with tongue & groove joint and cam lock system allows for seamless, fast assembly, reducing installation time and labor costs for new or retrofit projects.
Q: When should Cold Storage Insulated Panels be used instead of traditional walls?
A: They are ideal for environments requiring strict temperature and humidity control, such as cold storage, food processing units, pharmaceutical warehouses, and other temperature-sensitive spaces.
Q: Where can these panels be customized for size and surface requirements?
A: Panels can be tailored by the manufacturer to specified dimensions, thickness, surface treatments (PPGI, stainless steel, or aluminum), and color choices, meeting unique project needs.
Q: What are the environmental benefits of using these insulated panels?
A: These panels feature an insulation core free from CFCs and HCFCs, making them eco-friendly and safe for both the environment and users, without compromising on insulation performance.








 Send Inquiry
Send Inquiry
 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me Free